

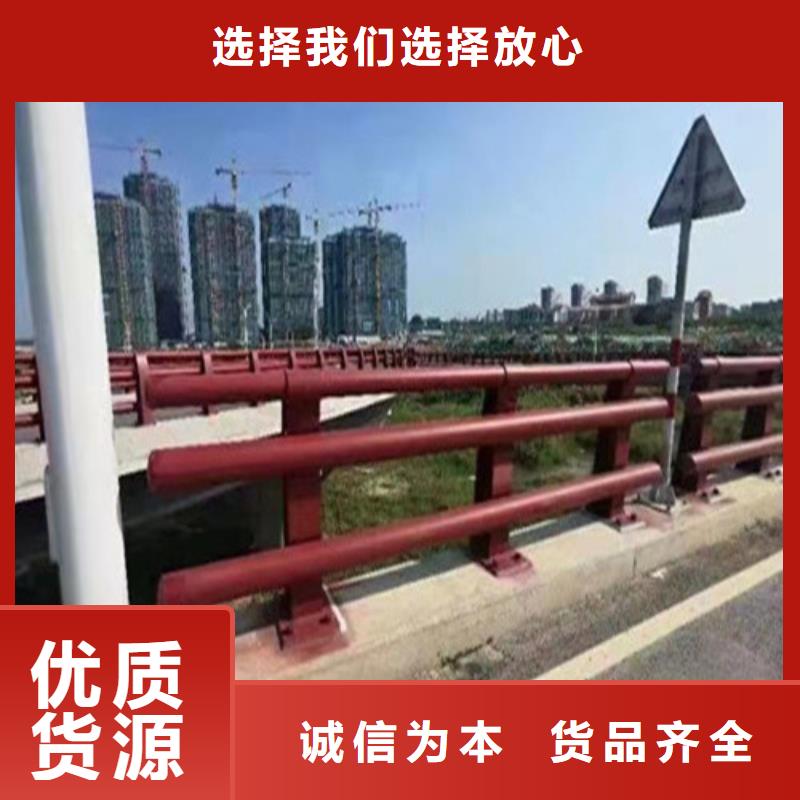
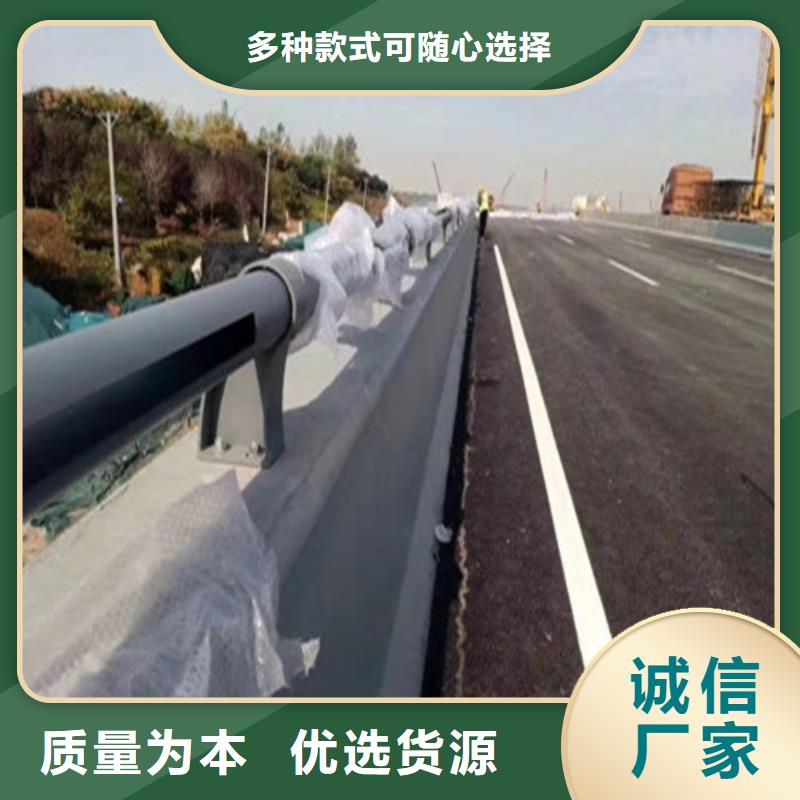

云海旭金属材料有限公司 庆阳生产城市天桥栏杆的销售厂家
铁艺护栏是现在很常用的一种护栏,目前被大家广泛的应用于小区等地,它不像锌钢护栏一样不易生锈。铁艺护栏外形优美,造型多种多样,但是它的耐锈耐腐蚀能力大不如锌钢护栏,那么,我们应该怎么保护铁艺护栏,使得铁艺护栏不生锈呢。 今天我们给大家介绍一下铁艺护栏的安装流程。希望大家对铁艺护栏的安装作一个比较细致的了解。其实说到铁艺护栏,我想大家应该都不会陌生,毕竟它现在已广泛应用在很多地方,我们到处可见,比如:幼儿园、学校、办公区、工厂等等。 工程流程:安装预埋件放线安装立柱扶手与立柱连接打磨抛光安装预埋件(后加埋件)铁艺护栏预埋件的安装只能采用后加埋件做法,其做法是采用螺栓与钢板来制作后置连接件,先在土建基层上放?。 但对于它的施工,应该没有几个非业内人士知道的,这里诚信不锈钢铁艺部人员给大家讲述一些铁艺护栏施工的基本流程。扶手与墙体面的连接也同样采取上述方法。放线由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。
爱护一切设施和用具,做到正确使用不随便拆改。进入施工现场戴好个人防护用品并正确使用,严格遵守操作规程和一切规章制度。施工现场材料应堆放整齐,对每天施工剩下的边角料进行整理、清扫,做到工完料净场地清。 对施工区域、危险区域设立醒目的警示标志,并采取保护措施。焊接时要设有专人看护,备好消防器材,焊接结束即刻查看现场,确定无隐患后,方可撤离现场。施工现场严禁随地大,严禁乱堆乱倒。采取各种有效措施,降低施工过程中产生的噪音,努力做到施工不扰民。 就外观的整体装修效果来说,厚实而纯美的石雕阳台护栏则为大气。总之,不管是何种阳台材质所设计的阳台护栏,都必须是带有一定的美观性的,在其视觉效果上,能够与阳台的装修风格相得益彰,而非格格不入。阳台护栏安装规范之设计尺寸阳台护栏是阳台上面的防线,不仅仅要考虑到其材质的本身性能,还需要考虑其设计的尺寸。 首先,针对阳台护栏的高度,是有规范的尺寸要求的。对于临空高度在24米以下的阳台(中低层阳台),其护栏净高需要达到05米;对于临空高度在24米或则更高的时候(中高层阳台),其阳台护栏净高需要达到10米。其次,阳台护栏的间距也是很有讲究的。

护栏的材料都有采取防潮的,一般的空气湿度对它没有很多的影响,可以放心使用。如果下雨之后,要擦干护栏上的雨水,如果有大雾,也要把护栏上的水珠擦拭干净。其次,交通护栏的防腐性能不是的墙,如今酸雨肆虐,雨后已经要进行,同时碱性化学物品和酸性化学物品要避免表面。 每天在车水马龙的马路上穿梭,整齐的马路护栏与洁净宽敞的街道互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩,更重要的额是交通道路护栏对城市起到了一定的保障作用:警示功能:通过安装不同造型和颜色的护栏,提醒驾驶员要注意护栏的存在和注意行人和非机动车辆等,从而达到预防交通事故发生的作用。 时尚美观性:交通道路护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与马路环境的融洽和协调性。机车分离:交通道路护栏将机、非机和行人交通分隔,将马路在断面上进行纵向分隔,使机、非机和行人分道行驶,了马路交通的性,改善了交通秩序。 阻拦功能:城市交通道路护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机辆。它要求护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。锌钢护栏所以说,城市交通道路护栏不仅仅是对马路的简单隔离,更关键的目的在于对、车流明示与传递城市交通信息,建立一种交通规则、交通秩序,使城市交通达到、快捷、有序、畅通、方便的效果。


沿海与内陆地区的高等级公路、的防腐也是有待解决的重要问题。希望一些有条件的钢铁企业联合冷弯型钢生产企业一道出高品质高速公路护栏钢。随着经济的进一步发展,的民用汽车保有量也迅猛上升,交通事故的发生也愈加。 面对这样的趋势,人们迫切希望增强高速公路行驶的性。尤其是当车辆面临紧急情况而躲闪、失控冲出道路,导致事故不可避免地发生时,道路保护设施的性至关重要。因此,公路护栏材料面临更高的要求,护栏的强度或延伸率均可其塑性耗能率,进而金属护栏的性,尽可能地事故引起的人员伤亡。 今年初以来,各省都有多项高速公路建设项目开工,一些省份还追加了今年对高速公路项目的投资。这表明,高速公路建设仍处于一个高速发展的阶段。按交通运输发展规划要求,到2015年末,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 有业内人士推测,后两年,高速公路护栏用钢预计将增长37%。可以预计,建设将为冷弯型钢护栏产品的发展带来机遇。高速公路护栏用钢存机遇:高速公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
